 Products and services
Products and services
Tungsten Carbide Rings for Rolling of Long Products:
Rings with pure Cobalt binder
Rings with Co+Ni+Cr binder
Flat table rings
Rings with grooves
Rings for rebars
Rings for cold rolling of rebars
Rings for hot rolling of seamless tubes
Pinch Rolls
Mark up of logos
Composite Rolls:
Composite rolls with hydraulic nut locking device
Composite rolls with mechanical device
Titanium Carbide Guide Rollers
technical support
We are pleased to help You to find the best choice of binder for your rolling rings. As to composite rolls, we offer assistance in site and eventually, if necessary, training on locking devices.
Applications
Our products are used for the Rolling of
Wire rod
Rebar
Steel bars
Profiles
Plates
Seamless tubes
and they are mounted in
Calibrating and Sizing mills
Finishing mills
Pre-finishing mills
Intermediate mills
Cooling requirement
 Cooling is intended to reduce the influence on the thermal corrosion of rolls, fatigue and stress during rolling. It can prevent the rolls from cracking and slow down the diffusion of cracks, prolonging the life time of grooves. It plays an important role in optimizing the performances of rolls.
Cooling is intended to reduce the influence on the thermal corrosion of rolls, fatigue and stress during rolling. It can prevent the rolls from cracking and slow down the diffusion of cracks, prolonging the life time of grooves. It plays an important role in optimizing the performances of rolls.
The reference data for cooling are as follows:
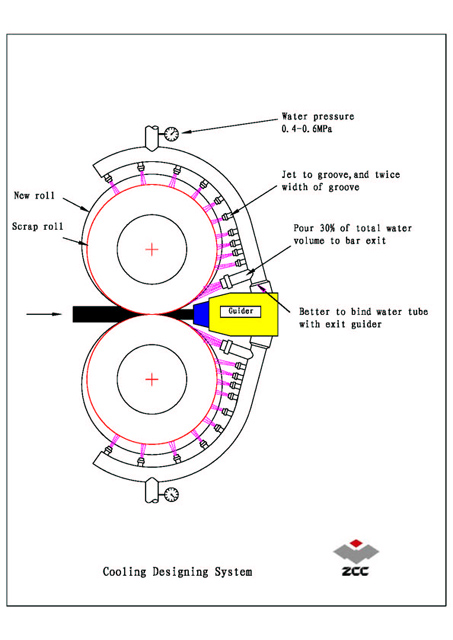
It is better that the temperature of cooling water does not exceed the ambient temperature by more than 6° C, usually less than 30-35° C,pressure of cooling water is 4-6 bar with a water volume of 350-400 l/min (last two stand) and than 250-350 l/min (other stands).
The water is jetted in a radial direction and the angle between the water jet and the rotating direction of rolls is 15-30 degrees.
The width of the water column is about 2 times that of the groove and the water should be jetted directly into the grooves and the water should not be scattering or misty, the main nozzle should pour about 30% of water volume on the bar exit, the nozzle is about 20 mm away from roll surface.
Water quality:
For YGH series: medium or weak alkali water of PH ≥7,2
For YGR and PA series: PH ≥7,2 or weak acid water of PH ≤ 7,2
 The content of solid particles in the water ‹ 15 milligram/liter
The content of solid particles in the water ‹ 15 milligram/liter
The solid particles in water work as abrasive grains when rolling and this would decrease rolls life time.
After stopping rolling, the pass surface temperature should not exceed the ambient temperature by more than 20°C.
Reasonable rolled tonnage per pass: During rolling microcracks in grooves can not be avoided, and they need to be reground when they are at certain depth (about 0,2 – 0,4). Excess rolling causes the depth of microcracks to extend rapidly and dangers of crushed rolls increase, which should be prevented.
The rolled tonnage normally after each regrinding is suggested as follows for wire rods in high speed rolling mills which may vary depending on different rolling conditions:
Stands of pre-finishing mill: 3,500 – 4,000 tons
1-2 stands of finishing mill: 3,000 – 4,000 tons
3-4 stands of finishing mill: 3,000 – 4,000 tons
5-6 stands of finishing mill: 2,000 – 3,000 tons
7-8 stands of finishing mill: 2,000 – 3,000 tons
9-10 stands of finishing mill: 1,000 – 1,800 tons
Stands for reducing and sizing mill: 600 – 1,200 tons
-
Tungsten Carbide Rings for Rolling of Long Products
Rings with pure Cobalt binder technical sheet Rings with Co+Ni+Cr binder technical sheet -
Composite Rolls
Composite rolls with hydraulic nut locking device technical sheet Composite rolls with mechanical device technical sheet -
Titanium Carbide Guide Rollers
Titanium Carbide Guide Rollers technical sheet